

焊工初级(熔化极气体保护焊)模拟试卷1
填空题
1.熔化极气体保护焊采用纯CO2气体作为保护气体,叫做________。
CO2气体保护焊
解析:
2.供气装置由________、________、________、________及________组成。
气瓶、预热器、干燥器、流量计及气阀
解析:
3.CO2气体保护焊的焊接参数包括________、________、________、________、________、________等。
焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度、气体流量
解析:
4.焊丝直径根据________、________以及生产率等因素选择。
焊件厚度、焊缝空间位置
解析:
5.CO2气体流量应根据________、________、________等因素来选择。
焊接电流、电弧电压、焊接速度
解析:
6.气体流量与________有关,喷嘴直径增大时,气体流量也相应增大。
喷嘴直径
解析:
7.CO2气体保护焊的操作技术与焊条电弧焊一样,也包括________、________、________、________摆动等步骤。
引弧、收弧、接头、焊炬
解析:
8.常用的焊前清理方法有________两类。
化学清理和机械清理
解析:
9.短路过渡适用于薄板材料的________。
全位置焊
解析:
问答题
10.简述熔化极气体保护焊的特点。
熔化极气体保护焊与渣保护焊方法(如焊条电弧焊和埋弧焊)相比较,在工艺性、生产率与经济效益等方面有着下列优点。
(1)气体保护焊是一一种明弧焊。焊接过程中电弧及熔池的加热熔化情况清晰可见.便于发现问题并及时调整,故焊接过程与焊缝质量易于控制。
(2)气体保护焊在通常情况下不需要采用管状焊丝,焊接过程没有熔渣,焊后不需要清渣,省掉了清渣的辅助工时,因此能够降低焊接成本。
(3)适用范围广,生产率高,易进行全位置焊接及实现机械化和自动化。
熔化极气体保护焊也存在一些不足之处,主要是焊接时采用明弧,使用的电流密度大,电弧光辐射较强。此外,熔化极气体保护焊不适于在有风的地方或露天施焊,焊接设备也比较复杂。
解析:
11.简述CO2气体保护焊的特点及应用。
1.工艺特点
(1)生产率高。由于焊接电流密度较大,电弧热量利用率较高,焊丝连续送进,焊后不需要清渣,因此提高了生产率。
(2)成本低。CO2气体价格便宜、电能消耗少,所以焊接成本低,仅为埋弧自动焊的40%,为焊条电弧焊的37 %~42%。
(3)焊接变形小。由于电弧加热量集中,工件受热面积小,同时,CO2气流有很强的冷却作用,所以焊接变形小,一般结构焊后即可使用,特别适用于薄板焊接。
(4)焊缝质量高。由于焊缝含氢量少,抗裂性能好,焊接接头的力学性能良好,故焊接质量高。
(5)操作简便。焊接时可以观察到电弧和熔池的情况,比焊条电弧焊引弧容易,故操作容易掌握,不易焊偏,有利于实现机械化和自动化焊接。
2.不足之处
(1)飞溅较大,表面成形较差。
(2)弧光较强,特别是大电流焊接时,电弧的光热辐射比焊条电弧焊更强。
(3)很难用交流电源进行焊接,焊接设备比焊条电弧焊设备复杂,要求焊工具有较高的实际操作水平及经验。
(4)不能在有风的地方施焊,不能焊接容易氧化的有色金属。
3.应用范围
CO2气体保护焊主要用于低碳钢、低合金钢的焊接。不仅能焊薄板,也能焊中、广享板,并可进行全位置焊接。除了用于焊接结构制造外,还可以用于维修,如堆焊磨损的零件、焊补铸铁等。
目前,CO2气体保护焊在汽车、机械、石油化工、冶金、
造船、航空等行业得到了广泛应用。
CO2气体保护焊用的焊接材料,主要是指CO2气体和焊丝。
本题仅从工艺角度介绍使用CO2气体和焊丝时应注意的问题。
解析:
12.简述CO2气体保护焊对焊丝的化学成分有特殊要求?
(1)焊丝必须含有足够量的脱氧元素。
(2)焊丝的含碳量要低,一般要求ωC<0.15%。
(3)应保证焊缝金属具有良好的力学性能和抗裂性能。
目前,H08Mn2SiA焊丝是CO2气体保护焊中应用最广泛的一种焊丝。它有较好的工艺性能和力学性能以及抗热裂纹能力,适宜于焊接低碳钢和σb≤500 MPa的低合金钢,以及焊后热处理σb≤1 200 MPa的低合金高强度钢。
从焊丝的发展情况看,很多焊丝新产品中均降低了含碳量 (ωC=0.03%~0.06%),且添加了铁、铝、锆等合金元素,进一步减少飞溅,提高抗气孔能力及焊缝的力学性能。另外,还开发了焊丝涂层技术,即在焊丝表面涂覆一层碱金属、碱土金属或稀土金属的化合物(如CaCO3、K2CO3、Na2CO3等),以提高焊丝发射电子的能力和降低金属熔滴从粗滴向细滴过渡转变的临界电流,从而减少飞溅,改善焊缝成形。
解析:
13.焊机的安装方法是什么?
(1)焊机安装步骤。安装前必须认真阅读设备使用说明书,了解基本要求后,按下述步骤进行安装。
1)检查电源电压、开关和熔丝容量,必须符合铭牌要求。
2)检查焊机外壳已接地。
3)用电缆将焊机的输出端接好。CO2气体保护焊通常都采用直流反接,可获得较大的熔深和生产率,正极与送丝机连接,负极接工件。若进行堆焊,为减小稀释率,最好采用直流正接,两根电缆的接法正好相反。
4)接好遥控盒插头。
5)将流量计至焊机、焊机至送丝机构间的送气软管接好。
6)将调压器上的预热器电缆插头插在焊机上。
7)将焊炬与送丝机构接好。
8)若焊机或焊炬需要水冷,则接好冷却系统。
9)接好焊机和电源开关间的导线,若焊机固定不动,最好将电缆走地下管道。
解析:
14.根据下图简述装焊丝的步骤。
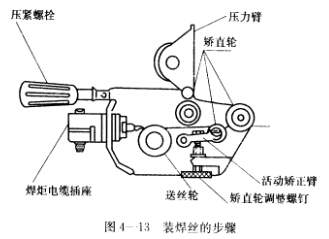
1)将焊丝盘装在轴上,并锁紧,注意焊丝从下面进入送丝轮,方向勿装反。
2)将压紧螺栓松开,逆时针转至水平位置,将压力臂
本文档预览:3500字符,共10677字符,源文件无水印,下载后包含无答案版和有答案版,查看完整word版点下载
