

车工高级(基础知识)模拟试卷2
单项选择题
1.凡是把原材料、半成品改变为产品的那些直接的生产过程,都属于( )过程。(A)
A. 工艺
B. 设计
C. 生产
D. 装配
解析:
2.制订工艺路线就是确定零件从毛坯投入,由粗加工到最后精加工的全部( )。(D)
A. 设计
B. 生产
C. 工艺
D. 工序
解析:
3.制订工艺卡片时,所选择机床的( )应与工件尺寸相适应,做到合理使用设备。(A)
A. 规格
B. 精度
C. 类型
D. 尺寸
解析:
4.工件以孔定位,套在心轴上车削一个与定位孔有距离要求的表面,影响其加工尺寸精度的基准位移误差计算式为△W=( )。(A)
A. Th+Ts+Xmin
B. Th+Ts+Xmax
C. (Th+Ts+Xmin)/2
D. (Th+Ts+Xmax)/2
解析:
5.尺寸链中除( )环以外的各个环称为组成环。(C)
A. 增
B. 减
C. 封闭
D. 设计
解析:
6.组合夹具根据定位和夹紧方式的不同,可分为槽系和孔系两大类。这两类组合夹具各有( )规格。(B)
A. 两种
B. 三种
C. 四种
D. 五种
解析:
7.工件因外形或结构等因素而造成装夹不稳定,这时可采用增加( )的办法来提高工件的装夹稳定性。(C)
A. 定位装置
B. 辅助定位
C. 工艺支承
D. 夹紧元件
解析:
8.工件在夹具中定位时,由于定位元件存在着( )误差,会使工件在实际定位的位置范围内有所变动。(C)
A. 设计
B. 工艺
C. 制造
D. 检验
解析:
判断题
9.在工艺文件中,机械加工工艺卡片是按产品零部件的机械加工工艺阶段编制的一种工艺文件。它以工序为单位,比工序卡片详细,也比工艺过程卡片全面。( )(B)
A. 正确
B. 错误
C.
解析:
10.根据零件的结构形状和技术要求,正确选择零件加工时的定位基准,对确定零件的装夹方法和各工序的安排次序都有决定性的影响。( )(A)
A. 正确
B. 错误
C.
解析:
11.对于重型机械上的大型零件,为减少工件的装卸次数和运输困难,在拟订工艺路线时可考虑工序适当集中。( )(A)
A. 正确
B. 错误
C.
解析:
12.在制订零件加工工艺路线时,应尽量选择精度高的机床,以确保加工质量。( )(A)
A. 正确
B. 错误
C.
解析:
13.机床主轴的功用为支承传动零件、传动转矩、承受载荷,以保证装夹在主轴上的工件(或刀具)有一定的回转精度。( )(A)
A. 正确
B. 错误
C.
解析:
14.孔、轴配合后可能出现的最大间隙为孔公差Th与轴公差Ts之和。( )(B)
A. 正确
B. 错误
C.
解析:
15.采用夹具加工工件时,影响加工精度的因素主要是定位误差、夹具的制造和安装误差、加工误差三个方面。( )(A)
A. 正确
B. 错误
C.
解析:
16.车削薄壁工件时,尽量不用轴向夹紧的方法,应使用径向夹紧方法。( )(B)
A. 正确
B. 错误
C.
解析:
17.对零件图进行工艺分析,是为制订加工工艺做准备。( )(A)
A. 正确
B. 错误
C.
解析:
18.对于所有表面都需要加工的零件,应选择加工余量最大的表面作为粗基准。( )(B)
A. 正确
B. 错误
C.
解析:
19.被加工表面的技术要求是选择加工方法的唯一依据。( )(B)
A. 正确
B. 错误
C.
解析:
20.当工艺基准与设计基准不重合时,需要进行尺寸链计算,确定工序尺寸及其公差。( )(A)
A. 正确
B. 错误
C.
解析:
21.槽系组合夹具的支承件只能作为不同高度的支承和角度支承。( )(B)
A. 正确
B. 错误
C.
解析:
简答题
22.选择各工序机床时,应符合哪些要求?
选择机床时应符合下列要求:
1)机床的规格应与工件尺寸大小相适应。
2)机床的精度应与工件在该工序的加工精度相适应。
3)机床的生产率应与工件的生产类型相适应。
解析:
23.工件装夹在夹具中加工时,保证工件加工精度的条件是什么?
为了保证工件的加工精度,必须将定位误差、夹具的制造及安装误差以及加工过程误差之和控制在加工尺寸公差(T)的范围内。即
△定+△制、定+△工≤T
解析:
计算题
24.图2-5所示双孔连杆的厚度尺寸(45±0.05)mm及孔Φ420+0.025mm已加工至要求,现在以孔定位于花盘定位轴上车削Φ400+0.025mm孔,定位轴直径为d=Φ42-0.034-0.009mm,并测得定位轴轴线对主轴轴线在中心距方向上的偏移量为0.01mm,试计算基准位移误差,并分析其定位能否保证工件两孔中心距要求。
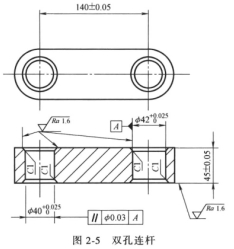
已知Th=0.025mm,Ts=0.025mm,EI
本文档预览:3500字符,共4495字符,源文件无水印,下载后包含无答案版和有答案版,查看完整word版点下载
