

车工高级(轴类工件加工)模拟试卷3
单项选择题
1.在加工中为了保证各主要表面的相互位置精度,选择定位基准时应尽量能使其与( )重合和使各工序的基准统一。(A)
A. 装配基准
B. 设计基准
C. 加工基准
D. 测量基准
解析:
2.( )是带有精密杠杆齿轮传动机构的指标式千分量具。(A)
A. 杠杆卡规
B. 圆度仪
C. 测力仪
D. 水平仪
解析:
3.若车床主轴与床身导轨的平行度超差,则车削轴类工件时会产生( )误差。(C)
A. 圆柱度
B. 圆度
C. 锥度
D. 同轴度
解析:
4.精度要求较高、工序较多的机床主轴的两端定位中心孔应选用( )型。(B)
A. A
B. B
C. C
D. R
解析:
5.一般情况下,对机床主轴的直径尺寸规定有严格的公差要求,如装齿轮和装轴承的轴颈的公差等级通常为( )。(B)
A. IT7~IT9
B. IT5~IT7
C. IT9~IT11
D. IT3~IT5
解析:
6.粗加工机床主轴时,为提高工件的装夹刚度,一般将( )作为定位基准。(C)
A. 两端中心孔
B. 外圆表面与端面
C. 外圆表面与中心孔
D. 外圆端面与中心架
解析:
7.莫氏圆锥按规格分为( )个号码。(C)
A. 5
B. 6
C. 7
D. 8
解析:
8.一夹一顶车削细长工件时,尾座顶尖顶力过大会使工件轴线产生( )误差。(C)
A. 圆度
B. 圆柱度
C. 直线度
D. 平行度
解析:
判断题
9.轴的形状误差直接影响与其相配合的工件的接触质量和回转精度。( )(A)
A. 正确
B. 错误
C.
解析:
10.轴类工件在车削外圆之前,不需要进行准备工序。( )(B)
A. 正确
B. 错误
C.
解析:
11.可用量块来调整杠杆千分尺指示部分的指针零位。( )(A)
A. 正确
B. 错误
C.
解析:
12.扭簧测微仪结构脆弱、测量范围小、无空行程,使用时应仔细调整测头与工件间的距离。( )(A)
A. 正确
B. 错误
C.
解析:
13.减小主偏角对减小表面粗糙度值效果较明显。( )(B)
A. 正确
B. 错误
C.
解析:
14.比较仪既可用于相对测量,也可用于绝对测量。( )(B)
A. 正确
B. 错误
C.
解析:
15.选择定位基准时,应尽量使其与装配基准重合和使各工序的基准统一,并且应考虑在一次安装中尽可能加工出较多的表面。( )(A)
A. 正确
B. 错误
C.
解析:
16.机床主轴一般为精密主轴,除了有较高的综合力学性能之外,还需要有较高的疲劳强度,以保证装配在主轴上的工件在切削时具有一定的回转精度。( )(A)
A. 正确
B. 错误
C.
解析:
17.机床主轴主要工作表面的表面粗糙度是根据主轴运转速度和尺寸公差等级决定的,一般情况下,支承轴颈的表面粗糙度值为Ra3.2~6.3μm。( )(B)
A. 正确
B. 错误
C.
解析:
18.机床主轴的预备热处理通常采用调质或正火,且安排在粗加工之后进行。( )(A)
A. 正确
B. 错误
C.
解析:
19.一般精度的主轴以精磨为最终工序。( )(A)
A. 正确
B. 错误
C.
解析:
20.CA6140型车床主轴前端锥孔为莫氏6号锥孔,它是莫氏圆锥号数中最大的。( )(A)
A. 正确
B. 错误
C.
解析:
21.车削曲轴的主轴颈时,为了提高曲轴刚性,可搭一个中心架。( )(B)
A. 正确
B. 错误
C.
解析:
22.Mastercam可产生NC程序,但其本身不具备CAD功能,不可直接在系统上制图并转换成NC加工程序。( )(B)
A. 正确
B. 错误
C.
解析:
23.系统界面主功能表中的限定层是指定使用的图层、关掉指定的图层的使用权。( )(B)
A. 正确
B. 错误
C.
解析:
简答题
24.杠杆卡规和杆千分尺都是利用杠杆和齿轮传动放大原理制成的,它们在测量上有什么区别?
杠杆千分尺既可如杠杆卡规那样进行相对测量,也可以像千分尺那样做绝对测量。
解析:
25.试述渗碳主轴的加工工艺路线。
渗碳主轴的加工工艺路线为下料→锻造→正火→粗加工→半精加工→渗碳→退碳加工(去除不要求硬度表面的渗碳层)→淬火和回火→车螺纹或钻孔、铣槽等→粗磨→时效→半精磨→时效→精磨。
解析:
26.加工过程中增加曲轴刚性的方法有哪些?
(1)装支承螺钉或凸缘压板在不加工的曲柄颈和主轴之间装上几只支承螺钉或几块凸缘压板,来增加曲轴刚性。
(2)使用中心架车削主轴颈时,可在不加工的主轴颈上搭中心架来增加曲轴刚度。
(3)使用中心架偏心套车削曲柄颈及扇形板开档时,可将中心架偏心套装在主轴颈上来增加曲轴刚性。
解析:
计算题
27.用正弦规测量图6-2所示锥度C=0.368:1,正弦规的两圆柱中心距L为100mm,试计算量块组所垫高度h。
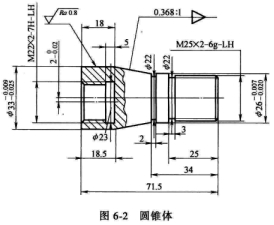
已知C=0.368:1,L=100mm。根据公式
tanα/2=C/2=0.368/2=0.184;α/2=10°25’33”;α=20°51’06”
h=Lsinα=100mm×sin20°
本文档预览:3500字符,共3563字符,源文件无水印,下载后包含无答案版和有答案版,查看完整word版点下载
