

车工高级(基础知识)模拟试卷4
单项选择题
1.制订工艺卡片时,对零件图进行工艺分析,主要是为安排( )过程做准备。(D)
A. 生产
B. 工序
C. 设计
D. 工艺
解析:
2.正确的加工顺序应遵循前工序为后续工序准备( )的原则。(C)
A. 生产
B. 装配
C. 基准
D. 设计
解析:
3.车床主轴毛坯锻造后,首先应安排热处理( )工序。(C)
A. 调质
B. 渗碳
C. 正火或退火
D. 淬火
解析:
4.轴在90°V形架上的基准位移误差计算式为△W=( )。(A)
A. 0.707Ts
B. 0.578Ts
C. 0.866Ts
D. 1.414Ts
解析:
5.车床夹具的( )要与支承件对应,这是防止工件装夹变形的保证。(A)
A. 夹紧力
B. 进给力
C. 辅助支承
D. 背向力
解析:
6.由于定位基准和设计基准不重合而产生的加工误差,称为( )。(C)
A. 基准误差
B. 基准位移误差
C. 基准不重合误差
D. 基准不统一误差
解析:
7.热处理对改善金属的加工性能、改变材料的( )性能和消除内应力有重要的作用。(D)
A. 金属
B. 热学
C. 材料学
D. 力学
解析:
判断题
8.在制订机械工艺卡片时,正确选择毛坯具有重大的技术意义和经济意义。( )(A)
A. 正确
B. 错误
C.
解析:
9.一个零件的表面可以有几种不同的加工方法,所以在制订工艺路线时,可以任意选择加工方法。( )(B)
A. 正确
B. 错误
C.
解析:
10.安排加工顺序的原则是先用粗基准加工精基准,再用精基准来加工其他表面。( )(A)
A. 正确
B. 错误
C.
解析:
11.正确选择切削用量,对保证工件的加工精度、提高生产率、降低刀具的损耗和合理使用机床有很大的作用。( )(A)
A. 正确
B. 错误
C.
解析:
12.由于定位方法而产生的误差称为定位误差。( )(A)
A. 正确
B. 错误
C.
解析:
13.由于工件的定位基准和设计基准(或工序基准)不重合而产生的误差称为基准不重合误差。( )(A)
A. 正确
B. 错误
C.
解析:
14.为防止工件装夹变形,夹紧力要与支承件对应,不能在工件悬空处夹紧。( )(A)
A. 正确
B. 错误
C.
解析:
15.组合夹具与专用夹具相比,可以缩短生产准备周期和节省人力、物力,但增加了夹具存放的库房面积和保管人员。( )(B)
A. 正确
B. 错误
C.
解析:
16.确定毛坯要从机械加工角度考虑最佳效果,不需要考虑毛坯制造的因素。( )(B)
A. 正确
B. 错误
C.
解析:
17.应尽可能选择设计基准或装配基准作为定位基准。( )(A)
A. 正确
B. 错误
C.
解析:
18.划分加工阶段能保证加工质量,有利于合理使用设备,便于安排热处理工序,便于及时发现毛坯缺陷,保护高精度表面少受磕碰损坏。( )(A)
A. 正确
B. 错误
C.
解析:
19.将尺寸链中的各环单独表示出来,按大致比例画出的尺寸图,称为尺寸链图。( )(A)
A. 正确
B. 错误
C.
解析:
20.槽系组合夹具的紧固组合夹具中的各元件,不压紧被加工工件。( )(B)
A. 正确
B. 错误
C.
解析:
简答题
21.加工图2-13所示的开合螺母,每批数量为45件左右,试制订机械加工工艺卡,并画出车削Φ38H7孔的车床夹具草图。
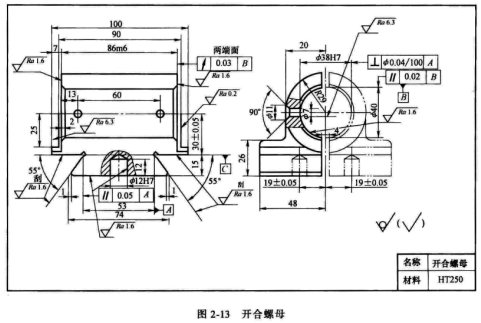
1)工件毛坯为铸件,为加工方便,整体加工后铣割成左、右两件。
2)为保证Φ38H7孔与外形的相对位置正确,加工或设计铣(刨)燕尾槽夹具时,应选择Φ58mm(即R29mm)外形轴线作为粗基准。
3)为保证工件的位置精度,燕尾槽应进行刮削或磨削。
4)加工Φ38H7孔及两端面时,可将工件装在花盘角铁夹具上进行车削。
5)根据图样标注的位置精度要求,工件应以燕尾槽为定位精基准,在一面可用镶条或燕尾压板消除工件与夹具之间的间隙。夹具上的几何公差要求,应选择在工件公差的1/2~1/3范围内。
6)为保证Φ12H7孔中心线与Φ38H7孔中心线距(19±0.05)mm,在钻、铰Φ12H7孔时,必须使用钻模,钻模的定位基准应选择Φ38H7孔。
解析:
22.与专用夹具相比,组合夹具有哪些特点?
组合夹具与专用夹具相比,有以下特点:
1)可以缩短生产准备周期。
2)可以节省人力和物力。
3)可以减少夹具存放的库房面积和保管人员。
解析:
23.组合夹具元件根据定位和夹紧方式可分为哪两大类?各有什么特点?
根据定位和夹紧方式的不同,组合夹具元件可分为槽系和孔系两大类。
槽系组合夹具主要元件表面上分布有矩形槽或T形槽,组装时通过键和螺钉实现元件间的相互定位和紧固。孔系组合夹具主要元件表面上分布有光孔或内螺纹孔,组装时通过圆柱定位销和螺栓实现元件间的相互定位和锁紧。
解析:
计算题
24.在花盘角铁上加工活塞销孔,如图2-3所示。测得角铁上定位轴轴线与主轴回转轴线的位移误差为0.005mm,活塞销定位孔与定位轴配合为Φ58H6/g6。要求加工后活塞销孔中心线对外圆轴线的对称度误差不大于0.1mm,试计算基准位移误差,并分析其定位是否能保证工件质量要求。

