

车工高级(基础知识)模拟试卷3
单项选择题
1.在工艺文件中,机械加工工艺卡片是以( )为单位说明一个零件的全部加工过程。(B)
A. 工步
B. 工序.
C. 安装
D. 走刀
解析:
2.根据零件的结构形状和技术要求,正确选择零件加工时的( )基准,对确定零件的装夹方法和各工序的安排次序都有决定性影响。(D)
A. 测量
B. 设计
C. 装配
D. 定位
解析:
3.制订工艺卡片时,所选择机床的( )应与工件的生产类型相适应。(D)
A. 精度
B. 类型
C. 规格
D. 生产率
解析:
4.定位误差是指一批工件定位时,工件的( )基准在加工尺寸方向上相对于夹具或机床的最大变动量。(C)
A. 测量
B. 装配
C. 设计
D. 加工
解析:
5.在设计夹具时,夹具的制造公差一般不超过工件公差的( )。(C)
A. 2/3
B. 1/2
C. 1/3
D. 1/10
解析:
6.车削加工时应尽可能用工件的( )做定位基准。(C)
A. 不加工表面
B. 过渡表面
C. 已加工表面
D. 基准孔
解析:
7.为进行科学管理,把规定产品或零件工艺流程和操作方法等的工艺文件称为( )。(A)
A. 工艺规程
B. 设计方案
C. 加工流程
D. 装配过程
解析:
判断题
8.在制订机械工艺卡片时,对零件图进行工艺分析的目的是为安排生产过程做准备。( )(B)
A. 正确
B. 错误
C.
解析:
9.当零件的表面加工质量要求较高时,正确选择划分加工阶段的原则对保证零件的尺寸、形状、位置精度和表面粗糙度是非常重要的。( )(A)
A. 正确
B. 错误
C.
解析:
10.对于加工刚性差且精度高的精密零件,如连杆、曲轴等,在拟订工艺路线时可考虑工序适当分散。( )(A)
A. 正确
B. 错误
C.
解析:
11.制订零件加工工艺路线时,对夹具的选择主要是考虑工件的生产类型和精度要求。在大批量生产时,应尽量选择通用夹具及机床附件。( )(B)
A. 正确
B. 错误
C.
解析:
12.机床主轴的毛坯一般选用锻件,单件生产时则采用模锻件。( )(B)
A. 正确
B. 错误
C.
解析:
13.工件的外圆在V形架上定位时,在垂直方向上自动对中,一批工件的轴线在垂直方向上没有位置变化,基准位移误差为零。( )(B)
A. 正确
B. 错误
C.
解析:
14.夹具的定位基准与设计基准或测量基准重合,是保证工件达到图样所规定的精度和技术要求的关键。( )(A)
A. 正确
B. 错误
C.
解析:
15.组合夹具的使用是标准化的较高体现形式,具有专用夹具的性质。( )(A)
A. 正确
B. 错误
C.
解析:
16.工艺规程制订得是否合理,直接影响工件的加工质量、劳动生产率和经济效益。( )(A)
A. 正确
B. 错误
C.
解析:
17.粗基准应选择最粗糙的表面。( )(B)
A. 正确
B. 错误
C.
解析:
18.对于精度很高、表面粗糙度值很小的表面,要安排光整加工,以提高加工表面的尺寸精度和表面质量。( )(A)
A. 正确
B. 错误
C.
解析:
19.尺寸链中,间接保证尺寸的环称为封闭环。( )(A)
A. 正确
B. 错误
C.
解析:
20.槽系组合夹具的定位件用于工件的定位,导向件用于夹具元件与元件之间的定位。( )(B)
A. 正确
B. 错误
C.
解析:
简答题
21.试编制图2-12所示双联齿轮的机械加工工艺卡,每批加工数量为50件左右。
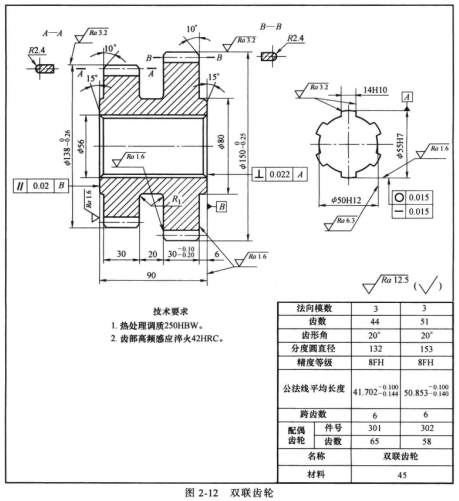
1)双联齿轮尺寸较大,毛坯宜采用锻件。
2)为了简化工序,可将调质工序放在粗车之前(一般放在粗车之后)。
3)用软卡爪装夹较理想,工件可以多次调头装夹,一般仍可保证同轴度误差和垂直度误差为0.05mm左右。
4)花键两端孔口倒角15°,在粗车时应车至尺寸,并应去除端面精车余量。
5)由于内花键在拉削时无法保证齿顶圆及外圆的同轴度,因此在精车齿坯时,一定要装夹在花键心轴上进行,为此,粗车齿坯时,齿顶圆、外圆及端面必须留有精车余量。
6)齿部淬硬以后,会产生变形而影响齿形精度。因此,在淬齿工序后要安排珩磨齿形工序。
解析:
22.车床夹具的使用要求有哪几点?
使用车床夹具时应注意以下几点要求:
1)检查夹具定位基准与设计基准或测量基准是否重合。
2)夹紧力要与支承件对应。
3)薄壁工件尽量不采用径向夹紧的方法,而应使用轴向夹紧的方法。
4)可采用增加工艺撑头的办法来增加工件的装夹刚性。
解析:
计算题
23.加工要求及装夹方法如图2-2所示,计算其基准位移误差,并判断能否达到加工要求(不考虑心轴的位置误差)。
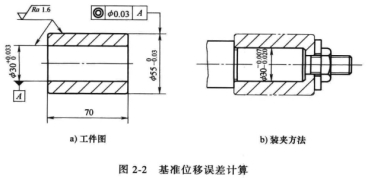
已知Th=0.033mm,Ts=0.013mm,EI=0,es=-0.007mm。根据公式
Xmin=EI-es=0-(0.007mm)=0.007mm
△W=Th+Ts+Xmin/2=0.033+0.013+0.007-1mm=0.0265mm
答:定位孔的中心线偏离主轴轴线的最大距离为0.02
本文档预览:3500字符,共4701字符,源文件无水印,下载后包含无答案版和有答案版,查看完整word版点下载
